

Excellent alternative to salt bath and other heat treatment technologies
During the past few decades, the fluidized bed technology in terms of quality has not lost any of its importance for heat treatment applications and has even become indispensable in some application niches due to its special properties.
Functioning principle of fluidized bed heat treatment system
The functioning principle (figure1) of the fluidized bed heat treatment systems from Schwing Technologies is based on the patented Schwing fluidized bed technology, where fine-grain aluminum oxide is fluidized with air or inert gas in a process chamber. The fluidized bed thus generated conducts heat extremely well and because of its mass possesses an enormous heat capacity.
Schwing Technologies heat treatment systems are heated indirectly via electric heaters or gas burners and can be used over a large temperature range from room temperature to 1050 °C with top precision. Metal tools or components can be easily immersed in the fluidized bed, and in the shortest amount of time they can be
- preheated,
- annealed,
- nitrided,
- nitrocarburized,
- tempered,
- quenched or
- quenched and tempered with the desired atmosphere and temperature.
Advantages of fluidized bed technology
Interruptions, change-overs or changes of the treatment process and the atmosphere, for example, from thermo-chemical to inert, are possible at any time and within only two to three minutes. The great temperature accuracy of the heat treatment systems from Schwing Technologies during soaking, dwelling and particularly also during heating-up and quenching ensures the non-warping treatment of the batches introduced. Additionally the excellent temperature uniformity is keeping stress in the treated parts at a very minimum which addresses the major disadvantages of liquid quench media and high pressure gas quench system. The quick and uniform heating of the system makes stand-by heating obsolete. The facilities operate completely without waste and upon request they are equipped with a flare unit.
Optimization of the cooling effect in the fluidized bed
As in many other technologies, there is also sometimes a need for optimization in special application areas of fluidized bed heat treatment. One requirement that came from the market was to increase the cooling rates. Among other things, alternatives to austempering in salt bath were sought as well as alternatives to liquid quenching media such as oil or polymer for advanced manufactured metal parts. The main aspects were environmental compatibility and the reduction or avoidance of cleaning post-treatments.
R&D project
The optimization of the cooling effect in fluidized bed was carried out as part of an R&D project of Schwing Technologies and PEER Energy together with the Center of Heat Treat Exellence at the Worcester Polytechnic Institute (WPI) in Worcester, MA in the US with focus on austempering. Due to the required comparability, standardized methods and samples were used. Several preliminary tests for probing the fluidization gases and bath media and all heat treatment trials were performed at the technical centre of Schwing Technologies. The metallographic examinations and material tests were carried out by WPI. This paper essentially concentrates on the third test series at Schwing Technologies for AISI 5160 where the optimization goal was achieved…
Related Files
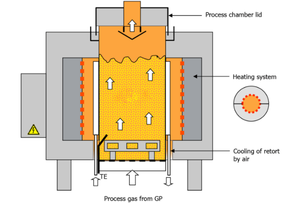
Figure 1: functioning principle of the fluidized bed heat treatment system Photo credit: SCHWING Technologies
